March 2003
Scabbards by the Millions -
The Beckwith Manufacturing Company Story
My sincere thanks to Denise LaFrance, Reference Librarian at the Dover Public Library of Dover, New Hampshire and Phyllis Brooks, Reference Librarian at the Hudson Public Library of Hudson, Massachusetts for their assistance in locating much of the information concerning the background on the Beckwith Manufacturing Company and the Victory Plastics Company that is used in this article. Their efforts have resulted in a much more complete understanding of these companies than has previously been available to the collector. Their willingness to search for and pass on this background information is greatly appreciated.
Invaluable assistance was also provided by Robert Wade, an employee of Victory Plastics from 1942 to 1959 who provided much information on the materials and processes used in the plant. His memory confirmed much information that had been presumed but not proven, as well as opening new doors.
Additional information was provided by Henry Wallace, a retired employee of the New England Pressed Steel Company. His assistance and information is appreciated.
In 1904, Harry H. Beckwith opened the Beckwith Box Toe Company in South Boston, Mass. to produce a new type of box toe made of cork. (A box toe is the stiffener used to maintain the shape of a shoe toe and preserve toe room within the shoe.) By 1912, the company had 100 employees, and a larger factory was opened in Dover, New Hampshire. This factory produced box toes made of fiberboard, felt and leather. According to a later City Directory, the factory was located on 6th Street at the corner of Grove, and a warehouse was shown at 11 Chestnut.
During the following years, the Beckwith Company developed a thermoplastic box, said to have been conceived while watching hot asphalt being used as a binder on granite paving blocks. Beckwith developed a process of heating and forming that was trademarked under the name of Vulco-Unit. The process utilized a felt material, and Beckwith became the world's largest user of felt and established its own felt mill (named the Felt Process Company) to produce a standard, highly uniform material. In World War One, Beckwith is not known to have had direct contracts with the US Government, but supplied millions of box toes to shoe makers for use in military shoes and boots.
Sometime prior to 1922, Beckwith had developed and produced enough other items to change their name from the Beckwith Box Toe Company to the Beckwith Manufacturing Company. In 1922, Beckwith production topped the 125 million pair mark and the company became the largest manufacturer of box toes for shoes in the world.
Edwin L. Beckwith, son of the founder and Vice President of the company, worked in the Research and Development section of the company on new materials, especially in the field of thermosetting plastics. During the late 1930s, Edwin and R&D scientist Charles P. MacIver developed a scabbard for the M1905 bayonet using stamped and formed sheet steel for the throat and a cotton felt duck body impregnated with the thermoplastic resin vinyl acetate aldehyde (trade name Alvar). Other resins such as urea formaldehyde condensation products were also experimented with. The resin was used to impregnate a woven material such as 24-ounce canvas or mill duck to create a moldable body. The body was shaped in a two piece mold, which could be heated with steam and cooled with water to shape and harden the body.
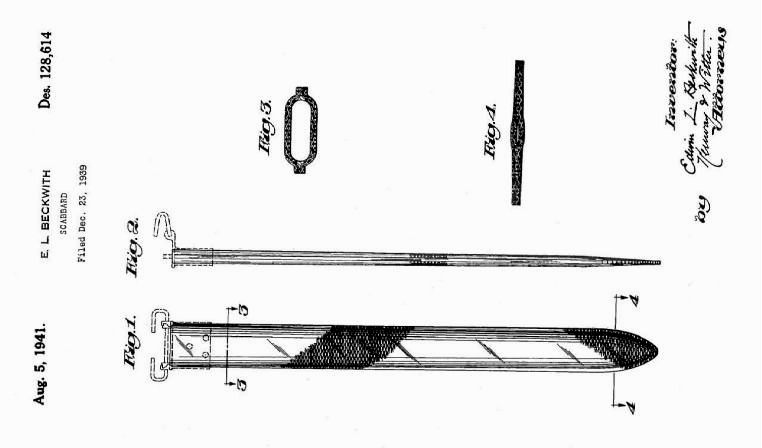
By late 1939, the scabbard had been developed to the point that an application for a Design Patent was filed on December 23, 1939 and was granted as Des. 128,614 on August 5, 1941. This type of patent only covers the general design, without specifics of manufacturing methods or materials. The Patentee was Edwin L. Beckwith of Brookline, Massachusetts.
Click on Thumbnail for full size view
The Beckwith Design Patent drawing from 1939
A regular Patent application (No. 312,192) was filed on January 3, 1940. This Patent, No. 2,316,766, was issued on April 20, 1943, and dealt primarily with the materials and production of the scabbard body. Application No. 356,638 dated September 13, 1940 was issued as Patent No. 2,310,204 on February 9, 1943 and dealt primarily with the process of manufacturing the metal throat. Both of these Patents were issued to Edwin L. Beckwith and Charles P. MacIver (of Newton, Mass.) and were assigned to the Beckwith Manufacturing Company.
During the summer of 1940, Beckwith submitted several samples of the scabbard to the U.S. Army for possible adoption. These were forwarded to the Infantry Board at Fort Benning, Georgia in September with instructions to test the scabbards for "suitability of the Beckwith moulded bayonet scabbard for Infantry use".
The tests were conducted during September and October of 1940. The final report of the Infantry Board rated the Beckwith scabbard as superior to the Model 1910 in every area other than appearance. There was a question concerning the durability of the scabbard in storage, but otherwise the scabbard was recommended for adoption. (Report of the Infantry Board No. 1157, October 23, 1940)
Further tests were made at Rock Island Arsenal, where it was found that the Beckwith scabbard would soften and deform under its own weight at 135° F. Beckwith resubmitted improved scabbards, using Tenite (CAB - cellulose acetate butyrate) as the thermoplastic material. These were again tested at Rock Island, and the new formulation was found to resist deformation at temperatures up to 170° F. Aberdeen Proving Ground testing indicated that the scabbard was satisfactory at temperatures as low as -45° F. As a result of these positive test results, the Beckwith moulded scabbard was recommended for adoption as the Scabbard, Bayonet, M3 (Ordnance Committee Meeting 17109, 14 August 1941).
The first contract for the new M3 bayonet scabbard was issued to the Beckwith Manufacturing Company of Dover, New Hampshire, with deliveries to start in October 1941 and to be completed in October 1942. The contract was 214ORD 350D for $1,248,000. Unfortunately I have yet to determine the unit price to be paid under this contract, although some later unit prices are known. During the testing, a unit price of $1.50 each was used as a basis of determining the relative price compared to the Model 1910 scabbard, which was shown as $1.82. The award of this large contract is believed to have lowered the unit cost, and later prices drop to 75 to 80 cents each. It is probable that the first contract was for about 1,000,000 scabbards.
![]()
Click on Thumbnail for full size view
Front and back of an early M3 scabbard as produced by Beckwith/Victory Plastics
Beckwith was not in a position to begin production promptly on a large scale. Although the contract was issued to Beckwith at the Dover location, production of the scabbards did not occur at that plant. The test models were made in a portion of the Felt Process Company laboratory in Roxbury, Mass. Initial production began there on a limited scale in November while a search began for a facility suitable for large-scale production. With the entry of the United States into WW2 in December, the search became more urgent.
In December 1941 Beckwith purchased the former Apsley Rubber Company plant in Hudson, Massachusetts in large part due to the presence of a private well on the property and the building being equipped with special boilers that provided important benefits to the molding of thermoplastic materials. Work was rushed on the refitting, and the plant opened in February 1942 under the name of the Victory Plastics Company. Edwin Beckwith became President of the new company, while Charles MacIver was named as General Manager.

Click on Thumbnail for full size view
The Apsley Rubber Plant circa 1938
(Photo Credit compliments of the Hudson, Mass. Public Library)
Within a month, Victory Plastics was able to begin quantity deliveries of the M3 scabbard. The Tenite was shipped to the plant in pellet form, and was converted to strips of the proper width and thickness to form the sides of the scabbard body. Cotton ducking was delivered on large rolls, and was cut into long strips of the proper width. Both the plastic and cloth were then cut to length. A layer of Tenite, then a layer of cloth, and another layer of Tenite were placed on each side of a mandrel slightly larger than a bayonet blade. This sandwich was covered by a hollow mold, which compressed the material into the proper shape under steam heat and pressure. The mold then was cooled with water, opened, and the mandrel removed. The body was cleaned, had the notches cut in the sides for the retention tabs, and painted. The bodies were fitted into the throat assemblies with an injection molded solid Tenite collar between the top of the body and the lower face of the throat plate and the retaining tabs bent in They were then wrapped in protective paper, and packed into large boxes (believed to have been 100 scabbards to the box).
Originally the paint specification for the M3 scabbard was for Air Corps Specification No. 474. This paint proved unsatisfactory on the plastic used by Beckwith and the paint was changed to Air Corps Specification No. 14105 which proved to be satisfactory.
The New England Pressed Steel Company was located on Washington Street in Natick, Massachusetts. Established in 1914, they produced steel toe caps and metal inserts for shoe shanks. They acted as subcontractors to Victory Plastics, producing the complete metal throat assemblies for the scabbards.
The underside of the top plate of the throat is stamped with a marking in the pattern of B */* N where the * may be either blank or a single digit number. According to the best memory of Mr. Wallace, the B stood for Beckwith and the N for New England Pressed Steel. The numbers were sequential and represented steel batch lots and stamping runs for quality control purposes. Due to the batches of steel being procured in differing amounts, each number does not represent the same number of throats produced. On the M3 scabbards that I have recorded, the codes run from B /1 N to B 2/8 N.

Click on Thumbnail for full size view
Typical markings on the throat face and under the top plate of the M3 and M7 scabbards.
Using services soon reported that the bayonet tended to rattle in the scabbard, and in April 1942, Victory Plastics changed the mold so that 4 ribs about 3 inches long were molded into the interior near the scabbard tip. This held the tip of the bayonet fairly firmly in the scabbard and virtually prevented rattling. This was done after about 385,000 scabbards had been produced, and was the only significant change made in the M3 scabbard. Up to about B /5 N the scabbards do not have the anti-rattle ribs.
Approximately 2,685,000 M3 scabbards were produced at the Hudson plant from February 1942 to February 1943 when production ceased.
On September 28, 1942 Victory Plastics was awarded the Army-Navy E for Excellence award "for high achievement in the production of war equipment". The plant was awarded the E on 5 occasions during World War Two for constantly exceeding production goals and quality standards.
![]()
Click on Thumbnail for full size view
Army-Navy E for Excellence Pin given to a Victory Plastics plant worker
Among the guests at the award ceremony were representatives from companies that had some connection with the new plant, either in supplying machines and tooling, or materials. Some of these companies included:
Tennessee Eastman Corporation
(supplied the Tenite resin for the body in pellet form)
Lawrence E. Brown and Company
Howe and Bainbridge Company
(world's largest producer of sailcloth - supplied the cotton duck for the body)
New England Pressed Steel Company
(supplied the complete metal throats on subcontract)
Lapointe Machine Tool Company
(supplied machine and die making tools)
Although not truly a US military scabbard, Beckwith and McIver developed a scabbard for the British spike bayonet for the No. 4 Mark 1 rifle being manufactured by the Savage Arms Corporation of Chicopee Falls, Mass. A patent application was filed for this design on November 24, 1942 and was granted as US Patent 2,361,735 on October 31, 1944. This scabbard, to be supplied as Lend-Lease for the British, was adopted as the Scabbard, Bayonet, M5. The rifle and bayonet did not receive US designations, as they were not modified from British model specifications, while the scabbard received a US Model designation as there was no British equivalent. At this time, I do not have manufacturing dates or quantities for this scabbard.
The scabbard shown in the photo is of the first pattern. Graham Priest, in an article on the bayonets and scabbards for the Rifle No. 4 comments that after December 1942 the single loop of cotton webbing was reinforced where it was attached to the ferrule assembly by the introduction of a folded end to the strap. The two rivets were then replaced by a press stud arrangement so that the scabbard could be removed from the webbing frog. The difference is only in the frog - the body was not changed. I do not have an example of the second type of scabbard in my reference collection to illustrate.
![]()
Click on Thumbnail for full size view
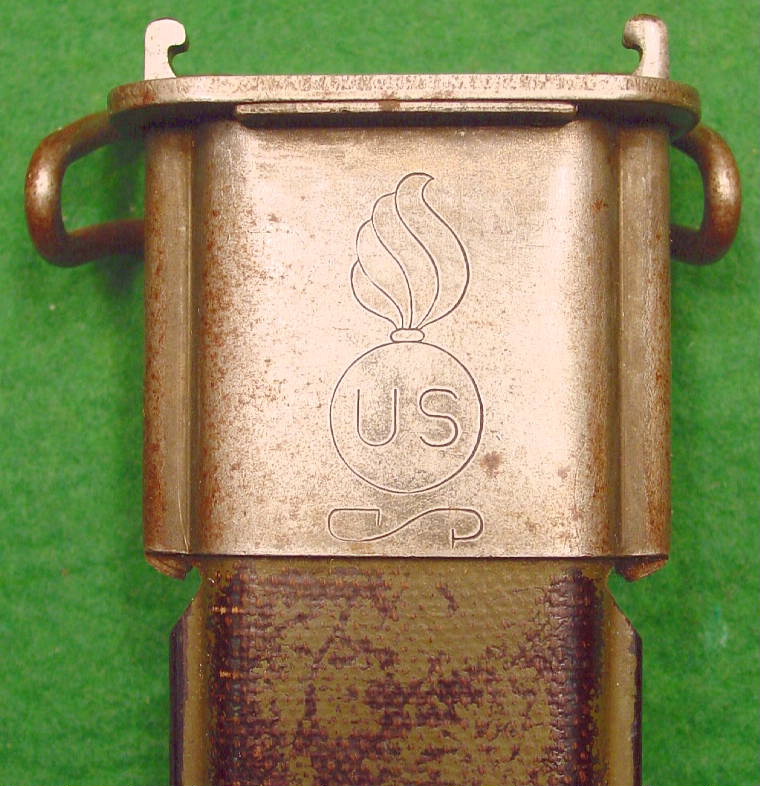
Scabbard, Bayonet, M5 (first type) by Victory Plastics Company. Shown with a Mark 4, No. II bayonet as supplied on British contract by the Savage Arms Corporation. Insets show the Victory Plastics logo on the upper rear flat of the scabbard and the marks on the bayonet.
By the beginning of 1943, the production of the M3 scabbard had exceeded the Army Supply Program requirements and Victory Plastics was notified that their output was to be reduced to approximately 50,000 per month. At about the same time, the Navy Department placed a large order for the USN Mark 1 scabbard, which was identical to the M3 other than the marking on the metal throat. There is contradictory information as to the size of this contract. Assuming the Navy was paying approximately the same price as the Army, the contract would have been for about 300,000 scabbards. Production started in December 1942 and the total contract was completed by the summer of 1943. Marks on the underside of the top plate of the Mark 1 scabbards are in the area of B 2/9 N and B 3/0 N, indicating production immediately following the M3 scabbards.

Click on Thumbnail for full size view
USN Mark 1 scabbard markings on the throat face and under the top plate
With the introduction of the M1 bayonet in April 1943 and the need for its shorter scabbard, Victory Plastics was given the contract to begin production of the new M7 scabbard. The M7 scabbard also differs from the M3 in that two spring steel plates were inserted in the throat area so that the blade is retained in the scabbard even if not latched by the scabbard hook. These plates were carried over into the M8 and M8A1 scabbards and the later production M1917 scabbards. Meant only to secure the bayonet in the scabbard, they are sometimes called "self sharpening" by those who are not familiar with the system. They are often cursed by collectors as they do mark the sides of the bayonet when it is inserted and withdrawn, creating the dreaded "scabbard wear" that damages an otherwise mint specimen of the bayonet. B/N numbers for the M7 scabbard have been recorded from B 3/4 N to B 4/2 N.
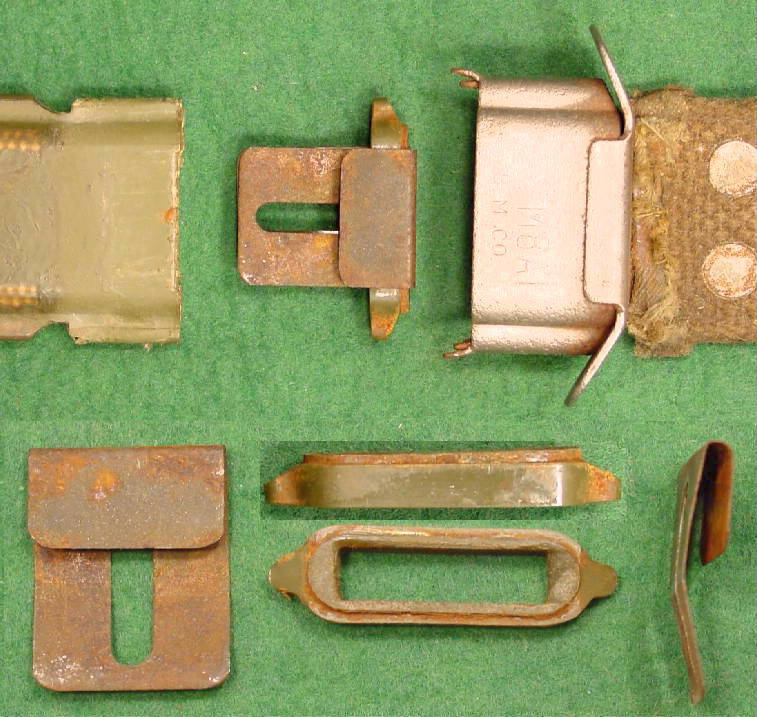
To show some of the internal details, I disassembled a junk condition M8A1 scabbard and illustrate it here. The top of the photo shows the relationship of the body, insert with the two spring steel plates, and throat. Below that are closeups of the spring plates and the injection molded insert. The M3 and USN Mark 1 scabbards do not have the spring plates, but all the others do, including the M3s modified to M7.
Click on Thumbnail for full size view
Internal structure of the M8A1 scabbard
The decision was also made to shorten the M3 scabbard to M7 length, and Victory Plastics was given an order to begin shortening 1,000,000 M3 scabbards beginning in August 1943. Originally, the process was to bend the two retaining tabs on the bottom of the throat out to release the body, remove the body, cut it to the shorter length, make new retention cuts in the sides of the body, reinsert the body, and bend the tabs back in.
Shortly after work was begun, it was discovered that the tabs holding the scabbard body to the throat had a tendency to break off when being bent first outward to remove the long body and then inward to secure the shorter body. Beckwith engineers designed a new system that held the body tightly without depending on the tabs. The tabs were deliberately removed, a short slit was made on the lower edges of the body, and the shortened body (without retention cuts) inserted. A crimping tool was developed that squeezed the lower section of the throat tightly onto the body. This worked very well and the bulk of the scabbards that were shortened were done so with this process. The spring steels retainers were also added during the shortening process.
M3 scabbard throats shortened by this method were also marked with an additional marking of REP. I have still not determined the reason for this marking, or what it means. It is assumed that it refers to the modification of the throat, but seems unnecessary for that purpose, as the modified throat was visually identifiable.
![]()
Click on Thumbnail for full size view
M3 shortened to M7 with side view showing slit made in side of the throat, and the REP marking found on the underside of M3 scabbard shortened to M7 length.
Production of the M7 scabbard was halted from August 1943 through December 1943 while work progressed on the first batch of M3 scabbards being shortened. By January 1944 the supply of M3 scabbards for shortening had dwindled to the point where production of the M7 was resumed. Production of the M7 scabbard continued until August 1945, while M3s were also shortened as the supply coming in from Ordnance channels allowed.
When the Knife, Trench, M3 was adopted, it was issued in a leather scabbard, the M6. This scabbard proved to be less than satisfactory, and Beckwith was asked to develop a scabbard for the M3 knife based on the same general design as the M7 bayonet scabbard, but using a web hanger so that the scabbard could be used on a variety of belts. For reasons not yet understood, the new scabbard, designated the Scabbard, Trench Knife, M8, was not fitted with the double hook which would allow it to be hung from the standard rifle belt. Apparently it was felt that the M8 scabbard would only be used on the Belt, Pistol and Revolver and not on the Belt, Cartridge as a rifleman would be carrying a bayonet and have no need for the Trench Knife. Delivery of the M8 scabbard began in July 1943. (Although the M8 was never officially a bayonet scabbard, the information is included here as it was used to some extent with the M4 bayonet.)

Click on Thumbnail for full size view
Scabbard, Trench Knife, M8 shown with a Knife, Trench, M3 on a Belt, Pistol and Revolver, M1936. Inset shows a closeup of the marking on the throat. Note that unlike the M3 and M7, the contractor's initials are marked on the throat.
Within a few months complaints came in from using services about the fact that the M8 scabbard would not fit the rifle belt. To satisfy this complaint, the M8 was modified by adding a double hook to the top of the web hanger. Since the sewing necessary to retain the hook would narrow the opening in the webbing to the extent that it no longer would slide over the pistol or other similar belt, the hanger was lengthened so the remaining loop was the same size as the loop on the M8, allowing the hanger to be slid over a belt if desired. This resulted in a change of nomenclature for a short time to Scabbard, Trench Knife, M8A1, and after the issue of the M4 bayonet, to Scabbard, Bayonet-Knife, M8A1. Although the official nomenclature was changed upon adoption in April 1944 it was some time later that the stamping on the face of the throat was changed, so there were many new-made M8A1 scabbards that were still marked M8.
As with the M3 and M7 scabbards, the M8 and M8A1 were marked under the tab of the top plate of the throat. These numbers (as with the M3 and M7) ran in sequence. Although my database does not have as many examples as I might like, it appears that the M8 scabbard starts at B /1 N and runs to about B 2/0 N. Very few numbers have been reported between 2/1 and 2/4. Starting at about 2/5 and running up to about 3/2 the scabbards are M8A1 but are still marked M8 on the throat. Another gap appears from 3/2 to 3/4 with few numbers reported. Beginning at 3/5 and running to 5/0, the scabbards are typical M8A1 and are so marked on the throat.
So collectors can find 5 variations - the M8, the M8 field modified by sewing the double hook into the existing hanger, the M8A1 made as such but marked M8, the M8A1 so marked, and the M8 converted to M8A1 by replacing the hanger assembly. This last variation can be told from the third variation by looking at the number under the throat tab. If it is less than 2/0, it may be presumed that it was made as an M8 but converted to M8A1.
![]()
Click on Thumbnail for full size view
Typical marking found on the M8A1 scabbard and
Typical markings found under the top plate of the throat of the M8 and M8A1
scabbards

Click on Thumbnail for full size view
From the top, M8, M8 with double loop sewn in, M8A1 marked M8, M8A1, M8A1 converted from M8
In late 1944 there was a demand for additional scabbards for the M1917 bayonet, still in use on some models of combat shotguns, and for some military aid programs. Beckwith accommodated the slightly longer blade length of this bayonet by simply lengthening the metal throat and using the same body as had been used on the M3 scabbard. This was not a perfect fix as the tip of the blade of the M1917 bayonet is of a different shape and a little thicker than that of the M1905 bayonet, and the tip of this scabbard is sometimes found to be cracked. 179,000 of these scabbards were supplied from January to April of 1945. The only B/N number recorded for the M1917 scabbard to date is B /1 N.
For those that might be interested, it should be mentioned that the two rivets on each side of the throat are there for a dual purpose. They hold the spring plates in place that prevent the bayonet from slipping out of the scabbard. Also, the body used on the M1917 scabbard is the same as the M3 scabbard, and is positioned lower in the longer throat to help provide the extra length needed for the longer M1917 bayonet blade. The two rivets prevent the scabbard body from sliding upward in the throat.

Click on Thumbnail for full size view
Marks on the throat face and under the top plate of the M1917 Scabbard as manufactured in1945
The M3 scabbard and some of the M7s and M8s have no visible markings on the body. However, most M7 scabbards, the later M8 scabbards, the M8A1 scabbards, and the M1917 scabbards had the Victory Plastics logo molded into the body, along with a number. Mr. Wade stated that he believed the number to be a mold number for quality control, and that the scabbard throat covered the early numbers before it was moved lower on the body so it could be seen on the assembled scabbards. As the molds could be used for some time, the numbers are not an indicator of the sequence in which the body was made as the B/N numbers are.

Click on Thumbnail for full size view
Typical Victory Plastics Company Logo on Scabbard Bodies
In November 1944, Beckwith undertook a manufacturing development program investigating high strength, high impact laminating materials for use in bayonet and knife scabbards. After some test work, it was determined that this program conflicted with another program which was confidential and their materials, formulations and results obtained were turned over to the Research and Development Service.
Following the victory over Japan in August 1945, all contracts with Beckwith were cancelled. As most of the machines and tooling were purchased with US Government funds, they were considered to be the property of the Government. Victory Plastics Division was instructed to pack and ship the special tooling, machine tools and production equipment used in the production of the Scabbard, Bayonet, M7; Scabbard, Bayonet-Knife, M8A1; and Scabbard, Bayonet, M1917 to Rock Island Arsenal, Rock Island, Illinois. Any items not required by Rock Island were then to be declared excess and disposed of accordingly.
The following production figures for bayonet scabbards are from Bayonets, Knives and Scabbards. United States Army Edged Weapons Report 1917 Thru 1945:
Scabbard, Bayonet, M3 3,030,223
(of this amount, about 345,000 were delivered by Detroit Gasket and Manufacturing Company and another 1,000 by Colombian Rope. The remaining 2,675,223 would therefore have been delivered by Beckwith Manufacturing/Victory Plastics Co.)
Scabbard, Bayonet, M7 2,112,672
M3 Modified to M7 1,846,768
Scabbard, Knife, Trench, M8 1,750,000
Scabbard, Bayonet-Knife, M8A1 3,090,000
(These numbers are not exact as the table shows only the combined production of both scabbards. Numbers shown are estimates based on the known time of conversion of production from one to the other in April, 1944)
Scabbard, Bayonet, M1917 179,000
Although not directly connected with the current subject, bayonet scabbards, it should be noted that Victory Plastics also manufactured machete scabbards during WW2 and for years thereafter. They also produced the Mark 1 and Mark 2 knife scabbards for the Navy in large numbers. According to a later summary history, during WW2 "they developed and produced the highly acclaimed nylon body armor and helmet liners, and molded land mines" I have no further information on that, and the Major War Contracts book does not show any contracts for anything of that nature. However, Mr. Wade stated that they developed body armor and other projects of this nature. The "helmet liners" were not liners, but, from his description were probably some type of "flak" helmet.
Other than Beckwith, the only maker to deliver any number of bayonet scabbards during World War Two was the Detroit Gasket & Manufacturing Company of Detroit, Michigan. Their contract, number 374ORD 1293 was for $251,000 and called for deliveries to be made from January 1942 to June 1943. The body of the scabbard was made of different materials than Beckwith used, consisting of cotton tubing impregnated with a phenol-formaldehyde thermosetting resin. Scabbards made of this material have a much finer weave in the body material, and the resin is a dark brown.
This material proved to be brittle in service, and it was recommended that a change in the type of plastic be made. Also, it proved almost impossible to find a paint that would adhere properly to the body, and most of those found today will have much of the paint missing.
By late 1942 the resin material used by DG&Mco reached a critical shortage, and their contract was finally terminated with about 345,000 scabbards being delivered. When the order was made to shorten the M3 scabbard to M7 length, it was found that the Detroit body material was too brittle to be satisfactorily shortened, and it was finally ordered that they be scrapped. However, some few were shortened and can sometimes be found, although rarely.
The throat appears nearly identical to that used by Beckwith, but can readily be told as there is a mark under the Ordnance Shell and Flame which resembles the letter S laying on its side (sometimes called the Lazy S by collectors). There is no mark under the top plate. The paint used normally will be found to be flaking off and the underneath color is dark brown as opposed to the Beckwith formula, which is a greenish yellow.
Click on Thumbnail for full size view
The throat and upper body of a Detroit Gasket and Manufacturing Company M3 Scabbard. Note the "Lazy S" marking, the missing paint, and the dark brown color of the body under the paint.